
-
节能衬里专家-解决窑炉内衬磨损问题
热工窑炉内衬及耐火保温材料生产型企业
全国技术服务热线:
400-188-3352 132-0388-5388热工窑炉内衬及耐火保温材料生产型企业
全国技术服务热线:
400-188-3352 132-0388-5388热门搜索:

全国技术服务热线:
400-188-3352
固话:0371-6989-9918
手机:132-0388-5388
邮箱:zzdflc@163.com
地址:河南省新密市南环路与龙潭路交叉口

广泛适用于各种热工窑炉耐磨耐火可塑料是一种散装耐火材料,主要的制作材料是由烧结良好的耐火骨料与生粘土配合其它结合剂的耐火混合物,再通过混炼成散装或支撑具有塑性坯体的
咨询热线:400-188-3352

耐磨耐火可塑料(国标)

广泛适用于各种热工窑炉
耐磨耐火可塑料是一种散装耐火材料,主要的制作材料是由烧结良好的耐火骨料与生粘土配合其它结合剂的耐火混合物,再通过混炼成散装或支撑具有塑性坯体的耐火材料。施工时用风动锤或手槌捣打成任意形状和厚度的窑炉里衬。它是一种使用比较全面的耐火材料而且在施工时对于捣打的厚度没有更大的要求,因为耐磨耐火可塑料具有其它耐火材料不具备的独特之点,广泛的运用在循环流化床锅炉,加热炉以及电厂炉使用,使用效果较为显著。
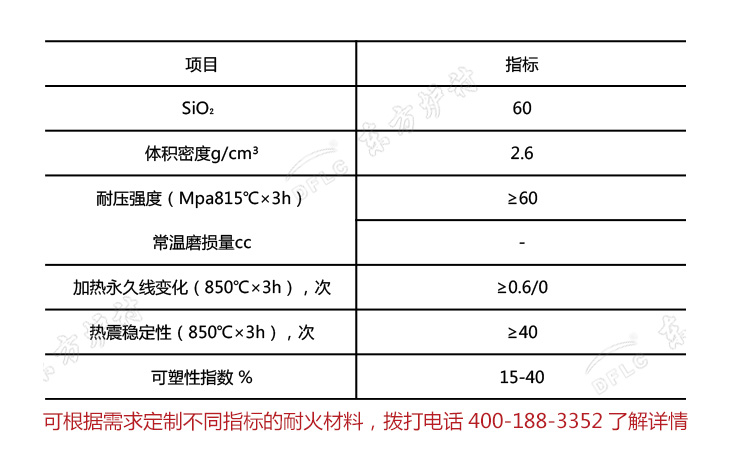
产品理化指标
产品使用方法

可塑料混料
1、搅拌前对搅拌机进行清理,保持机具清洁。
2、先加入粒状干态可塑料搅拌2分钟左右,将团聚大颗粒搅开,再一次性缓慢均匀加入结合剂,搅拌时间不得少于5分钟后再均匀加入促凝剂搅拌1—2分钟,变成可塑状物料,易于成型,即可进行施工。
3、搅拌后的材料,用编织袋装好倒运,工作环境温度高于25℃以上时,搅拌好的可塑料必须在40分钟以内用完。低于25℃时可以在60分钟以内用完。
可塑料施工技术要求
1、施工部位进行沥青漆的刷涂,漆膜厚度不小于0.5mm(或按设计要求涂刷);施工部位表面不得有污垢、尘土及其它杂物,待沥青漆完全干燥后再施工可塑料,施工后的可塑料严禁见水。
2、要求捣打密实、平整,如果有高出部位,应用修整刀修平,用尺子检查平整度。发现厚度不够,必须清除三分之一左右厚度,重新填料、捣打,以防止材料在锅炉运行中分层脱落。
3、可塑料的膨胀缝应按设计规定预设。
4、可塑料的施工厚度最大不得超过150mm。
5、施工完的可塑料应用钢丝扎出排湿孔,间距为200×200mm并进行烘烤。
6、可塑料内的锚固件必须采用耐热钢筋,900度以内温度材质不低于1Cr18Ni9Ti。
可塑料的养护
在施工期间,应尽量避免对已施工体震动,衬体工作面处理完毕后,进行自然养护,养护温度为15~35℃,在干燥环境下(空气相对湿度不大于70%),自然养护期为5—7天。然后可按烘炉曲线进行烘炉。
可塑料内衬烘炉前的裂缝修理
在非膨胀缝位置,烘炉前可塑料内衬裂缝宽度大于1mm时,应进行处理;即当裂缝宽度在1~3mm时,可采用就缝充填的方法,即在裂缝处喷胶湿润软化,用橡胶锤轻敲,使裂缝闭合或直接填塞较软的可塑料;当裂缝大于3mm时,应将可塑料裂缝挖成内大外小的楔形口,喷胶湿润软化,用可塑料仔细填实。
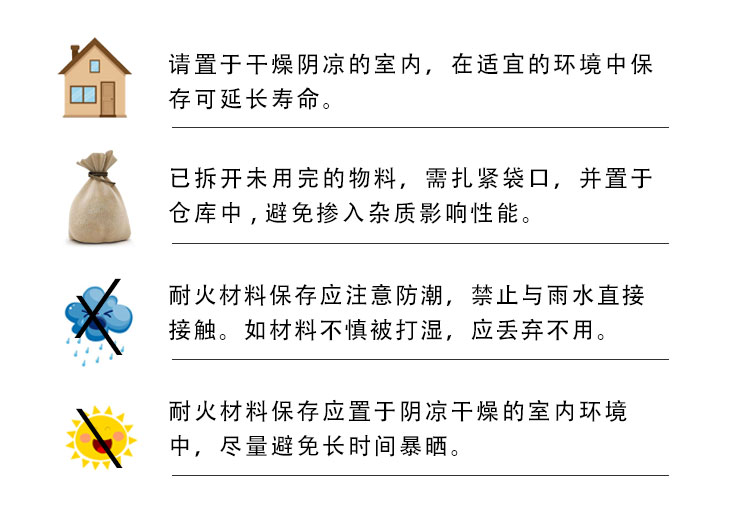
保存方法
企业介绍







推荐案例
相关文章

郑州东方炉衬材料有限公司 版权所有备案号:豫ICP备17013282号
地址:河南省新密市南环路与龙潭路交叉口
邮箱:zzdflc@163.com
全国技术服务热线:
400-188-3352 兖矿中科清洁能源科技有限公司
兖矿中科清洁能源科技有限公司 神华准格尔能源有限责任公司
神华准格尔能源有限责任公司 合肥热电集团有限公司
合肥热电集团有限公司