-
节能衬里专家-解决窑炉内衬磨损问题
热工窑炉内衬及耐火保温材料生产型企业
全国技术服务热线:
400-188-3352 132-0388-5388热工窑炉内衬及耐火保温材料生产型企业
全国技术服务热线:
400-188-3352 132-0388-5388热门搜索:

全国技术服务热线:
400-188-3352
固话:0371-6989-9918
手机:132-0388-5388
邮箱:zzdflc@163.com
地址:河南省新密市南环路与龙潭路交叉口

文章出处:东方炉衬 发表时间:2019-07-09 17:21:57
耐火可塑料是非定型耐火材料中仅次于耐火浇注料的最大分支。耐火可塑料以其优越的塑性和简单的施工工艺,逐渐成为窑用不定形耐火材料的主要品种。例如,循环流化床锅炉在钢铁冶金发电厂和加热炉上的应用,取得了很好的效果。随着越来越多的工业窑炉的使用,在冶金行业标准中,制定了建设项目质量体系验收标准,具体如下:
一、主控项目
1.耐火可塑料的品种,等级和塑性指数应符合设计要求。
检验方法:检验质量证明书、产品说明书、有效期、检验报告。
2、耐火可塑料模板、维修、施工接缝的处理应符合产品使用说明书,并应符合现行国家标准“建造和验收工业炉砌体工程规范”gb 50211的相关规定。
检验方法:观察检验,检验施工记录。
三。锚杆支护应符合《工业炉砌体工程质量验收标准》GB 50309-2017第6.1.4条的规定。
4、锚砖或挂砖应符合“gb 50309-2017工业炉体砌体质量验收标准”6.1.5。

二、一般项目
1,耐酸耐火可塑料衬里的允许偏差和检验方法可按GB 50309-2017“工业炉砌体质量验收标准”第5.1.5条的规定进行。
2.第二步。耐火可塑料衬里的质量应符合下列要求:
(一)耐火可塑料衬里应当紧凑、均匀,用锚砖或者挂砖紧密固定。施工接缝应留在同一排锚砖或挂砖的中间线上;
(2)耐火可塑料衬里受热面应打开φ4mm~φ6mm的通风孔。孔的间距应为150mm~230mm,位置应在两块锚砖之间,深度K为固体厚度的1 / 2~2 / 3。
(3)伸缩缝应符合设计要求。伸缩缝的宽度和深度应分别为5 mm和50 mm至80 mm。
检验数量:根据“gb 50309-2017工业炉砌体质量验收标准”6.1.7规定。
检验方法:观察检验,标尺检验,检验施工记录。

三。耐火可塑料衬里干燥前的修补应符合现行国家标准GB50211《工业炉砌体工程施工及验收规范》的有关规定。
测试方法:观察检查,标尺检查。
可可塑料施工技术
1可塑料必须密封良好,以保持水分。施工前,可塑料的塑性指数应按GB 4758.5-1984“粘土质量和高铝塑性塑性指数试验方法”进行检验。
在捣固可塑料前,检查锚砖的机械强度和裂缝。在安排时间时,应注意捣固后应至少有三到四天的自然干燥。此外,应准备一半以上所需工具和设备,以避免设备和工具出现意外故障。捣实前,应先制备木模砖,即用较硬的木料制作与锚固砖尺寸相同的模型。
2模:模版通常在捣碎时使用,模版主要根据地面的具体情况使用,为了省钱,模板在磨碎毫米后尽可能多地重复使用;当面积大时,尽可能移动模版。在炉壁建造后,其工作面比锚式底砖的顶部多5至10毫米,在支撑板面时,应考虑不应增加一定的刚度。
3层可塑料毛坯:根据衬里的厚度和毛坯的大小合理放置。可塑料坯料应以错误的方式布置。如果使用散装可塑料,每层的厚度不应超过100毫米。如果在给料单元的施工方法的说明书中没有具体规定,则锤子的风压不应小于0.5MPa。锤子的冲击频率应为每分钟1200次,行程为60至70毫米。在0.7MPa的压力下,最小空气供应应为900L / min。锤子应该使用橡胶锤。
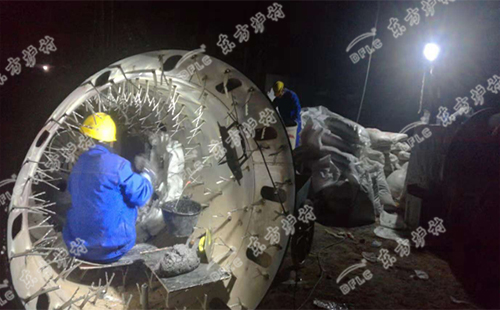
4捣实:捣实可塑料墙及炉顶时,力的作用方向应与受热面平行。炉底捣固时,捣固方向可与受热面垂直。捣固锤的运动方向从炉衬中间的钢坯接头开始,然后缓慢移动到保温层。锤头在前进方向应重叠2/3,然后锤头的一半(线和线重叠1/2)应在平行于受热面的方向上重叠,然后在垂直于受热面的方向上移动到受热面侧。重复的。每层只能放置一个空白(厚度50 mm),以避免穿透和三角形接缝。打外缘时,打夯机略倾斜,倒棱,此毛坯层与前毛坯层粘结。但是,应限制冲击器上的冲击力,使钢坯顶面不堆积。在远离加热表面125-150 mm处冲压零件,以确保回收任何堆叠的钢坯。继续捣固三次以上,直到可塑料坯上表面超过锚定砖底部标高20 mm。将锚砖头套入锚钩内,用铁锹或木锤柄轻敲成可塑料毛坯。
5位置锚砖:放置时,若将波纹更深的两个表面垂直于耐火可塑料的顶部,则可立即使用上面提到的压孔可塑料砖来填充压孔可塑料隔层。此时,可以将木材模砖捣碎,从而在可塑料坯中产生明显的齿印,将木材模砖拆除,并将两个锚固连接在可塑料砖之间,从而使锚固砖与可塑料砖完全结合。

每层完成后,在耐火可塑料表面硬化之前使其变粗糙。立即再铺一层可塑料毛坯继续拍打。施工表面应保持相同的高度,这使两层更好。固体应该是平的,致密的和均匀的。
6、耐火、刚玉可塑料施工应连续进行。施工中断时,用可塑料布覆盖夯实物。如果施工中断时间较长,接缝应留在同一排锚定砖或挂砖的中心线处。继续捣固时,应将捣固后的接缝表面刮10~20mm厚,并将其刮平。当温度高且捣固固体干燥太快时,喷洒水应在表面上润湿。
7个燃烧器和孔:下半圆的燃烧器和孔应在平台外铺装可塑料坯料,背面应压径向。上半圆应在木模安装后安装防火砖拱,并沿切线方向撞击。模板可由2毫米钢板制成,两端应用钢筋或用板板固定在干燥的地方。
8高温计,氧气分析仪,热电偶等。孔:1个直径大于150毫米的孔:使用带有干油作为模板的圆柱体后,在其周围放置一个可塑料挡板并完全敲打它,分层和夯实。以免在绘制后形成椭圆孔。 2直径小于150 mm的孔:像往常一样进行压实,分层和捣实,准备相同直径的管子,并使管子的下部锯齿状,插入成品固体。
9.炉顶可以被可塑料片篡改。坡顶应在其下拐点处开始,并达到一定长度(约600 mm),然后才能拆除挡板并在另一侧进行夯实。
在水平炉顶部分选择炉顶“联门”,设置较少的障碍物。“节门”应制成窄的条形空白,宽度不得大于600毫米,呈大、小梯形。“门”口应制成漏斗,并应尽可能小,分层铺装,分层捣碎。
11耐火可塑料衬里的伸缩缝应按设计保留。炉顶伸缩缝两侧和炉顶纵向伸缩缝应均匀打浆,使伸缩缝成直线。在炉壁和屋顶的交叉处,应留下水平伸缩缝和垂直伸缩缝。耐火纤维等材料应填充在伸缩缝中。
*本文出自:www.zzdflc.com 转载请注明出处
相关文章

郑州东方炉衬材料有限公司 版权所有备案号:豫ICP备17013282号
地址:河南省新密市南环路与龙潭路交叉口
邮箱:zzdflc@163.com
全国技术服务热线:
400-188-3352